

Coil Springs
![]() A coil spring is open helical spring that offers resistance to a compressive force applied axially. Custom coil springs are usually coiled as a constant diameter cylinder. Most springs with material diameters under three-eighths inch are cold coiled. Almost all others using over five-eighths in. bar stock are hot coiled. There is an overlapping area from three-eighths in. to five-eighths in. material size in which the springs may be either cold coiled or hot coiled.
A coil spring is open helical spring that offers resistance to a compressive force applied axially. Custom coil springs are usually coiled as a constant diameter cylinder. Most springs with material diameters under three-eighths inch are cold coiled. Almost all others using over five-eighths in. bar stock are hot coiled. There is an overlapping area from three-eighths in. to five-eighths in. material size in which the springs may be either cold coiled or hot coiled.
Need a quote for coil springs? Click here to get one today.
The transportation industry is the largest user of hot coil springs. Agricultural implement manufacturers and construction equipment builders make up the next largest segment.
Hot coiled coil springs that are to be subjected to elevated temperatures or operate in a corrosive environment require the use of heat-treatable exotic alloys such as Inconel X 750, precipitation hardening stainless, and even in tungsten bearing tool steels. However, most are made from bars of carbon or alloy steel. These bars are produced to fine grain practice and are ordered as special bar quality to insure minimum surface imperfections. Surface imperfections can be prevented completely by cold finishing or centerless grinding the bars. Since a large portion of the cost is in the material, however, this can significantly increase the cost.
Hardness & Finishing
The finished hardness requirement for most springs is in the range of Rockwell C 44-49. In cases involving special materials and improved surfaces, final hardness as high as Rockwell C 53 may be necessary to withstand and design stresses. It should be noted that as hardness increases above Rockwell C 48 ductility and toughness of the steel falls off rapidly. Springs made to a hardness of Rockwell C53, for example have been known to shatter under a constant load. A wire manufacturer should be consulted for the best and most readily available alloy and optimum hardness for each application.
Custom hot-coiled coil springs are usually preset. They are wound to a length greater than the finished length, heat treated, then compressed solid one or more times to bring them to the specified length. Presetting introduces beneficial residual stresses which allow the springs to support greater loads than would otherwise be possible. This does not increase service life. Actually, since it allows higher stresses, presetting can materially decrease the service life.
Service life is increased by shot peening, which is particularly effective when both the hardness and working stress are high. Hot-rolled bars, even when ordered as special bar quality, can have seams and significant decarburization. Making the material acceptable requires 90 percent minimum surface coverage and high peening intensities usually in the range of .006 - .010 C. Turned or centerless ground bars require less intensive peening typically in the range .012 - .020 A, but still with 90 percent coverage.
Rust leads to pitting and pitting to early failure, so some form of protective finish is recommended. The kind of coating required will depend on the environment which the springs are expected to encounter in storage and service. Commonly used coatings, and, in some in-stances, cadmium or zinc plating.
Springs which must be extremely reliable usually require magnetic particle inspection and may have to meet a specification that "no true indications of defects shall be found." There should be a clear understanding between supplier and purchaser on this point, for there can often be "indications" which will not significantly affect performance in a specific high-duty application.

Design & Specifications
Design
The same design formulas and procedures that apply to cold coil springs also apply to hot coil springs with these two differences:
1. The effective modulus of rigidity for hot coil springs is reduced by 5 to 10 percent. Hot-rolled bars use a modulus of 10.5x106 psi. If turned or centerless ground bars are used, the apparent modulus can be increased to 11x106 psi.
2. The calculated height of hot coil compression springs is lower than the comparable cold coil springs because the taper forging operation produces a thinner end section. The solid height, which is one half a wire diameter smaller than for cold coil springs, is calculated as follows: H = d(N - 1/2)
When coil spring rate is specified, it should apply only in the deflection range from 20 to 60 percent of total deflection. The tolerance on spring rate should not be less than +- 10 percent.
The magnitude of allowable stress for hot coil springs is limited by the grade and condition of material used, the mechanical properties developed by heat treatment, and the kind of service the spring must provide. For static loading or variable but infrequent loading at relatively low stress ranges, the important considerations are the solid stress and the maximum working stress.
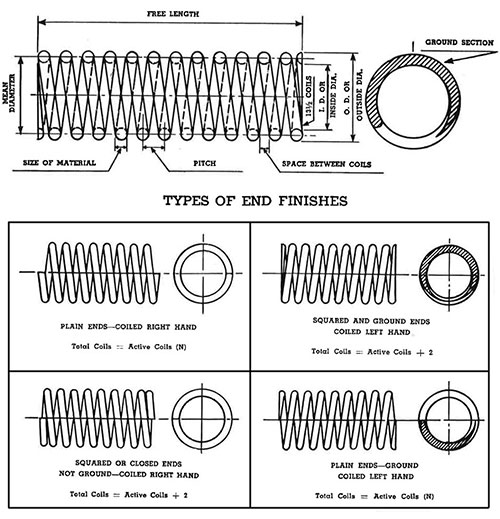
Specifications for Coil Springs
When Ordering Coil Springs Give The Following Information Below:
- Free Length
- Maximum & Minimum.
- Controlling Diameter
- Outside Diameter Maximum. Inside Diameter Minimum.
- Pitch Diameter.
- Works Inside (Dia. Hole). Works Over (Dia. Shaft).
- Number of Coils.
- Wire Size. Decimal size if possible.
- Material, Kind and Grade.
- Loads at deflected positions.
- Style of Ends, (see illustrations). Right or Left Hand Wound.
- Finish. Plain unless otherwise specified.
- Maximum Solid Length.
- Frequency of Coil.
How to Determine Rate For Coil Springs Specifications
Rate which is the change in load per unit deflection, may be determined by the following procedure:
Deflect spring to approximately 20 percent of available deflection and measure load (P1) and spring length (L1).
Deflect spring to approximately 80 percent of available deflection and measure load (P2) and spring length (L2). Be certain that no coils (other than closed ends) are touching L2.
Calculate rate (R) lb./in. (N/mm)
R = (P2 - P1) / (L1 - L2)
Videos
Here is one of our high speed coiling machines in action
For more information or to contact us click here